


Herstellung von gegossenen Bronzebuchsen heute
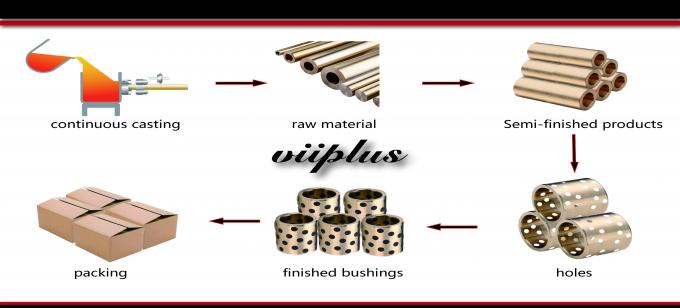
CAST BRONZE PLUGGED GRAPHITEBUSHING PRODUCTION PROCESS (OD ≤ 120 MM)
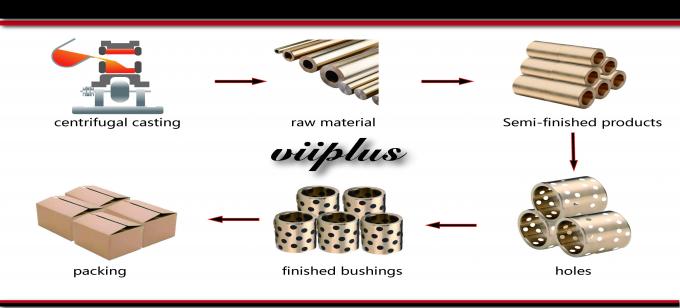
CAST BRONZE PLUGGED GRAPHITEBUSHING PRODUCTION PROCESS (OD > 120 MM)
Material Herstellungsverfahren, Bronzegraphitlager Gießverfahren
Gussbronze-Graphit-verstopfte Öllager bieten eine wartungsfreie Lagerlösung, insbesondere für hohe Belastungen, die zeitweise oszillierende Bewegungen verursachen. Graphit-verstopfte Öllager bestehen aus einem Gussbronze-Legierungsgrundmaterial mit speziellen festen Schmiermitteln. Das Grundmetall hält hohen Belastungen stand und der Graphit sorgt für Selbstschmierung. Diese Art von Öllagern zeigt eine hervorragende Leistung ohne Vorschmierung unter Bedingungen extrem hoher / niedriger Temperatur bei niedriger Geschwindigkeit.
-Fortlaufendes Casting
Das Stranggießen ist ein fortschrittliches Gießverfahren, bei dem geschmolzenes Metall kontinuierlich in eine spezielle Metallform gegossen wird, die als Form bezeichnet wird. Das erstarrte (ummantelte) Gussteil wird kontinuierlich aus dem anderen Ende der Form herausgezogen. Die Entwicklung des Stranggusses ist ein wichtiges Mittel zur Optimierung der Struktur der metallurgischen Industrie in China, was die geringe Effizienz und den hohen Verbrauch von Chinas Metallmaterial grundlegend verändern wird Produktion und Förderung der Entwicklung der Produktstruktur in Richtung der Spezialisierung. Die Entwicklung fortschrittlicher Stranggusstechnologien wie nahezu endgültiges Stranggießen, Einkristall-Stranggießen, hocheffizientes Stranggießen und Heißladen von Stranggussknüppeln wird es tun sehr aktiv sein und die Entwicklung einer Reihe neuer Materialien fördern.
-Centrifugal Casting
Schleuderguss ist eine Technik und ein Verfahren zum Gießen von flüssigem Metall in eine schnell rotierende Form, um die Form zu füllen und einen Guss zu bilden. Aufgrund der Zentrifugalbewegung kann das flüssige Metall die Form in radialer Richtung gut füllen und die freie Oberfläche der Form bilden Gießen. Das zylindrische Innenloch kann ohne Kern erhalten werden. Hilft beim Entfernen von Gasen und Einschlüssen aus flüssigen Metallen. Beeinflusst den Kristallisationsprozess von Metall und verbessert so die mechanischen und physikalischen Eigenschaften von Gussteilen.
Eigenschaften & Vorteile
Wartungsfrei
Selbstschmierend
Anwendungen, bei denen es schwierig ist, Öl- / Fettschmiermittel hinzuzufügen
Schwere Lasten und niedrige Geschwindigkeit
Arten von Bronzelagern
l Lagerformen auf Bestellung:
l Gerade Buchsen
l Flanschbuchsen
l Platten tragen
l Druckscheibe
l Bronze kein Graphit
l Bronze mit Graphit
l Kundenspezifische Buchse: Spezialteile nach ISO, DIN oder Kundenkonstruktion, Speziallegierungen.
Anwendung
Selbstschmierende Buchsen für Werkzeugsätze, Stanzwerkzeuge, Formen, Spezialmaschinen und schwere Geräte aller Art.
Materialzusammensetzung und Eigenschaften
- Bearbeitete Bronzeteile
- Herstellung nach Kundenzeichnungen
- Integrierte Produktion
- Internationaler Service
- Erfahrung mit selbstschmierenden Bronzelagern
Lager aus Bronzeguss sind selbstschmierende Gleitlager, die von uns hergestellt werden. Das Grundprinzip von Lagern aus Bronzeguss ist ein Hochleistungs-Festschmierprodukt mit Graphit- und MoS2-Verbundschmierstoffen, die in eine Metallmatrix eingebettet sind. Es durchbricht die allgemeine Lagerschmierung durch Ölfilmbeschränkungen. Während des Verwendungsprozesses, durch die Reibungswärme, um das feste Schmiermittel und die Wellenreibung, die Bildung von Öl, Pulverkoexistenzschmierung ausgezeichnete Bedingungen zu machen, verschleißt nicht nur die Erhaltung der Schutzwelle nicht und macht die festen Schmiereigenschaften ewig . Seine Härte ist einmal höher als die durchschnittliche Kupferhülse, die Verschleißfestigkeit ist auch einmal. Gegenwärtig ist es weit verbreitet in metallurgischen Stranggießmaschinen, Zugträgern, Stahlwalzgeräten, Bergbaumaschinen, Schiffen, Gasturbinen und anderen Hochtemperatur-, Hochlast-, Niedriggeschwindigkeits-Schwerlasten und anderen Gelegenheiten.
Zunächst stellen wir die beiden gängigsten Gießverfahren für Kupferhülsenlager vor. Sie sind Sandguss, Schleuderguss und Strangguss.
(1) Schleuderguss: Es handelt sich um ein Gießverfahren zum Erstarren, indem Metallflüssigkeit in die rotierende Form gegossen und die Form mit Zentrifugalkraft gefüllt wird. Prozessablauf: Vorteile der Prozesseigenschaften: 1. Es gibt fast keinen Metallverbrauch des Gießsystems und des Steigrohrsystems, um die Prozessleistung zu verbessern. 2. 2. Hohlgussteile können ohne Kern hergestellt werden, so dass die Metallfüllkapazität bei der Herstellung langer Rohrgussteile erheblich verbessert werden kann. 3. Hohe Gießdichte, wenige Defekte wie Porosität und Schlackeneinschluss sowie hohe mechanische Eigenschaften; 4. Es ist zweckmäßig, Verbundmetallgussteile aus Zylinder und Hülse herzustellen. Nachteile: 1. Die Herstellung von speziell geformten Gussteilen unterliegt gewissen Einschränkungen. 2. Der Durchmesser des Gussinnenlochs ist ungenau, die Oberfläche des Innenlochs ist rau, die Qualität ist schlecht und die Bearbeitungszugabe ist groß. 3. Das Gießen ist leicht, um eine Trennung des spezifischen Gewichts zu erzeugen. Anwendung: Schleuderguss wurde erstmals bei der Herstellung von Gussrohren eingesetzt. Die Schleudergusstechnologie wird in den Bereichen Metallurgie, Bergbau, Transport, Bewässerung und Entwässerung, Luftfahrt, Landesverteidigung, Automobilindustrie und anderen Industriezweigen im In- und Ausland zur Herstellung von Gussteilen aus Stahl-, Eisen- und Nicht-Eisen-Kohlenstofflegierungen eingesetzt. Unter diesen sind zentrifugales Gusseisenrohr, Zylinderlaufbuchse des Verbrennungsmotors und Achsmanschette die beliebtesten Gussteile.
Stranggießen: Ein fortschrittliches Gießverfahren, bei dem geschmolzenes Metall kontinuierlich in eine spezielle Metallform gegossen wird, die als Form bezeichnet wird. Ein verfestigter (ummantelter) Guss wird kontinuierlich aus der Form herausgezogen, um einen Guss beliebiger Länge oder einer bestimmten Länge zu erhalten. 1. Da das Metall schnell abgekühlt wird, ist der Kristall dicht, die Struktur ist gleichmäßig und die mechanischen Eigenschaften sind gut; 2. Metall sparen und Ausbeute erhöhen; 3, vereinfachen Sie den Prozess, eliminieren Sie die Modellierung und andere Prozesse, wodurch die Arbeitsintensität verringert wird; Die benötigte Produktionsfläche ist ebenfalls stark reduziert; 4, Stranggussproduktion ist leicht zu mechanisieren und zu automatisieren, verbessern die Produktionseffizienz. Anwendung: Mit dem Stranggussverfahren können Stahl, Eisen, Kupferlegierungen, Aluminiumlegierungen, Magnesiumlegierungen und andere Langgussteile mit derselben Querschnittsform wie Barren, Platten, Stangen, Rohre usw. gegossen werden.
Der beste Weg, um festzustellen, welche Gießmethode für Ihr Projekt am besten geeignet ist, besteht darin, einen unserer erfahrenen Vertriebsingenieure zu konsultieren. Sie untersuchen jeden für Ihr Projekt relevanten Faktor und empfehlen Gießmethoden für Kupferhülsen, -achsen und -komponenten für Ihre individuellen Bedürfnisse. Um einen unserer Vertriebsingenieure zu kontaktieren, klicken Sie auf den unten stehenden Link. Kontaktieren Sie unseren Vertriebsingenieur.
Technische Daten
Klasse JDB-10 JDB-20 JDB-30 JDB-40 JDB-50 Material CuZn25Al5 CuSn5Pb5Zn5 CuAI10Ni5Fe5 HT250 CuSn12 Dichte 8 8.9 7.8 7.35 8.9 Härte ≥210 ≥70 ≥150 ≥160 ≥75 Zerreißfestigkeit ≥750 ≥250 ≥500 ≥150 ≥270 Streckgrenze ≥450 ≥90 ≥260 ≥150 Verlängerung ≥12 ≥13 ≥10 ≥12 ≥5 Koeffizient o lineare Ausdehnung 1,9 × 10 –5 / l 1,8 × 10 –5 / l 1,6 · 10 & supmin; & sup5; / l 0,8 × 10 –5 / l 1,8 × 10 –5 / l Max.Temp. -40 ~ + 300 ℃ -40 ~ + 400 ℃ -40 ~ + 400 ℃ -40 ~ + 150 ℃ -40 ~ + 400 ℃ Max.dynamische Belastung 100 60 50 70 70 Max.speed (trocken) 15 10 20 0,15 10 N / mm² * m / s (Schmierung) 200 60 60 0,8 80 Druckverformung <0,01 mm <0,05 mm <0,04 mm <0,05 mm Produkte und Anwendungen
Das VIIPLUS-Unternehmen nach CHINAs nationalem Standard kann nicht nur selbstschmierende Buchsen aus Kupferlegierungsgraphit für die Herstellung von Kupfermaterial implementieren, sondern auch gemäß den Standards der USA, der Europäischen Union, Japans und anderer Länder für die Kupferproduktion, sondern auch gemäß den Kundenspezifikationen Anforderungen an die Entwicklung der Kupferlegierungswerkstoffe kann das Unternehmen VIIPLUS CHINA auch nach Kundenzeichnungen bei der Herstellung der Präzision von Fertigteilen erfüllen.